- 个人防护:必须穿戴皮革护腕、防滑防护鞋,佩戴口罩;严禁穿着宽松衣物、系领带或佩戴饰品,长发需束起并纳入工作帽内。
- 环境检查:清理设备周边杂物,确保紧急通道畅通;检查消防器材、急救箱是否齐全,电气线路无裸露或破损,设备接地可靠。
- 机械部件:手动转动辊筒,检查有无卡滞;清理辊筒间、齿轮箱内的杂物(如残留胶料、金属碎屑);测试紧急制动装置(拉杆急停 + 膝盖顶触式安全护罩),确保触发后辊筒立即停止或反转 1-2 秒。
- 辅助系统:检查润滑系统(手动干油泵)油量是否充足,冷却水管路有无堵塞;确认电气元件(如施耐德断路器)接线牢固,安全护罩安装到位。
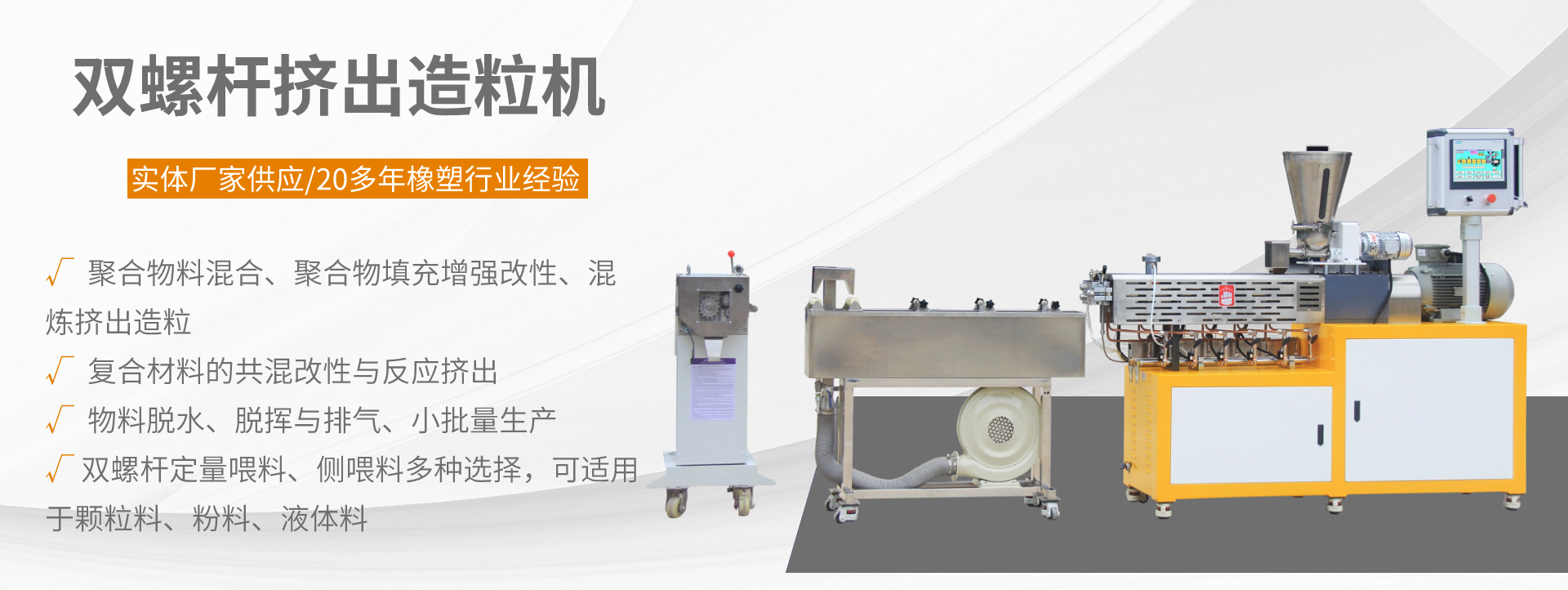
- 按配方精准称量原料(单次投料量 1.5-3.0kg,不可超过设备额定容量),剔除原料中的金属杂质或硬结块;准备铜铲(避免使用铁制工具划伤辊筒)、割刀、厚度测量仪等工具。
- 接通电源后,通过温控器设定辊筒温度(如 PVC 改性常用 160℃±5℃,橡胶混炼常用 80-120℃),升温速率控制在 1-2℃/min,避免温差过大导致辊筒开裂。
- 待温度稳定(±1℃波动范围内)后,低速启动辊筒空转 3-5 分钟,检查转速是否均匀、有无异常噪音(正常噪音≤75dB (A))。
- 温度控制:通过 PID 自整定功能校准温度,电加热型号升温完成后需恒温 10 分钟,油加热型号需确认导热油循环正常;热电偶实时监测辊筒表面温度,发现温差超 ±2℃时立即停机检查。
- 转速与辊距调节:根据物料粘度选择转速模式(定速款 1:1.29 速比,调频款可设 10-30r/min);调节两侧微调手轮使辊距一致(初始间隙建议设为 0.5-1mm),通过刻度盘确保误差≤0.01mm,避免辊筒偏载损坏。
- 投料技巧:沿辊筒上方切槽少量多次投料,优先在传动端加入硬料;严禁一次性投入大块物料,防止设备过载或胶料弹跳。
- 混炼操作:用铜铲辅助物料卷入辊筒,通过 “切割 - 折叠 - 喂料” 循环(如打三角包、卷辊)确保分散均匀;混炼过程中严禁用手压料或在辊筒下方接料,手部不得超过辊筒顶端水平线。
- 质量监控:每 2 分钟检查一次胶片厚度与色泽,通过调节辊距(最小可至 0.2mm)控制成品厚度;如遇物料焦烧或塑化不足,立即降低辊温或停机清理。
- 发生物料卡滞、辊筒异响或人身风险时,立即触发紧急制动(膝盖顶撞安全护罩或按下急停按钮),设备停机后反转辊筒取出异物,严禁在运转中用手撕扯物料。
- 突然停电时,手动转动辊筒卸下胶料,关闭电源与水汽阀门,待供电恢复后重新预热,禁止带负荷启动。
- 混炼完成后,先将辊距调至最大,用割刀将胶片从辊筒上切下;加入清洗料(如聚烯烃物料)空转 5 分钟,趁热用铜铲清理辊筒表面残留物料,避免冷却后结块难以清除。
- 依次关闭辊筒驱动电机、加热系统,按下急停按钮并断开总电源,关闭冷却水管路与润滑系统。
- 用蘸有中性清洁剂的抹布擦拭机身,严禁用水直接冲洗电气控制柜;清理齿轮箱油污,补充润滑油(建议每运行 50 小时更换一次);检查辊筒表面镀铬层有无划痕,轻微损伤可通过抛光修复。
- 拆卸挡料板、安全护罩等部件,清理积胶;检查电气接线端子有无松动,测试安全装置灵敏度,确保下次使用正常。
- 填写操作记录,内容包括原料配方、辊筒温度、转速、混炼时间、成品质量等;分类存放废料与未使用原料,按规定处理废弃物,不得随意丢弃。
- 热敏性物料(如 PVC):采用油加热系统控温,搭配冷却装置,混炼时间控制在 8-10 分钟,避免高温降解;全程开启抽风装置,减少有害气体积累。
- 高粘度物料(如橡胶):使用双调频型号,独立调节前后辊转速(速比 1:1.5),增加剪切分散效果;每隔 3 分钟切割胶片一次,防止局部过热。
- 配方研发测试:通过 PLC 触摸屏记录温度、转速曲线,数据导出后分析混炼工艺对产品性能的影响;更换物料时需彻底清洗辊筒,避免交叉污染。
遵循以上操作规范可有效提升设备使用寿命与产品质量,操作过程中需始终牢记 “安全第一”,定期参加设备操作培训,熟练掌握应急处理技能。















 友情链接:
友情链接: